Water Treatment
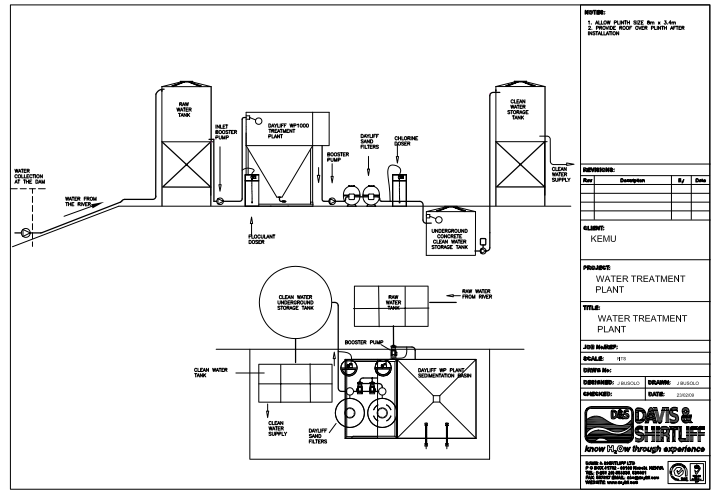
The project was designed to treat raw water from a spring in Mt. Kenya Forest to meet drinking water standards which contained high levels of turbidity and microbial contamination. Design of the project was spearheaded by D&S Water treatment Department and D&S Engineering was involved in the assembly of the 1m3/hr Dayliff WP Plant. WP plants are highly robust systems for the removal of suspended solids and disinfection from disease causing bacteria and viruses.
- Details
The project was designed to treat raw water from Lake Naivasha to meet the standards for domestic use and utilization in Olkaria Power Station. The project was spearheaded by D&S Water treatment Department who undertook the design while D&S Engineering was involved in the assembly of the 30m³/hr Dayliff WP Plant. WP plants are highly robust systems for the removal of suspended solids and disinfection from disease causing bacteria and viruses. The facility has been using this plant for removal of color, organic molecules, turbidity, bacteria and viruses, providing clean potable water for consumption
- Details

The project was designed to provide a treatment solution for spring water to be supplied for consumption and distribution. The project was spearheaded by D&S Naivasha in collaboration with the water treatment department.
- Details

D&S undertook a project to supply an Ultrafiltration (UF) and Reverse Osmosis (RO) plant for use in supply treated water to the Lake Naivasha Resort at an average rate of 15000 litres per hour. The recovery of the plant was designed at 81% recovery for the UF and 70% for the RO plant. (Permeate i.e. treated water to the feed water ratio).
In addition to the systems D&S scope included the supply of the low pressures booster pump, dosing systems (pH, SMBS and Antiscalant dosing), Micron pre-filter (5 micron), Reverse Osmosis equipment, 5000 L Clean water buffer tank, Clean water transfer pump, the CIP chemical tank and CIP pump.
- Details

The Voyager Beach Resort is a luxury hotel located along the coast bordering the Indian Ocean.
Davis & Shirtliff undertook a project to supply a Reverse Osmosis (RO) plant for the treatment of highly brackish borehole water for the Beach Resort. Based on the estimated water demand, the plant was designed to produce treated water an average rate of 12000 litres per hour (12m3/hr) with the optimum recovery of the plant set at 50% recovery. ( i.e. treated water to the feed water ratio).
To ensure that the water feeding the RO membranes is of the correct quality to increase membrane life, water to the Dayliff RO equipment was supplied along with a pre-treatment system which entailed a Dayliff Filtration System that incorporates sand and activated carbon for the reduction of suspended and particulate matter
The scope of D&S include the supply of the low pressures booster pump, dosing systems (pH, SMBS and Antiscalant dosing), Micron pre-filter (5 micron), Reverse Osmosis equipment, 5000 L Clean water buffer tank, Clean water transfer pump, the CIP chemical tank and CIP pump.
- Details

Agro-chemical and food company is a manufacturing factory whose main business is the production of alcohol from sugarcane molasses.
Davis & Shirtliff Ltd. was approached to provide a solution to treat their borehole water which was high in Iron, Turbidity and Flouride, rendering the water unsafe for production. We therefore embarked to design a water treatment system for the removal of these contaminants and provided an Ultra – filtration plant of capacity 10m3/hr to serve as pre- treatment, removing Iron, Suspended and Particulate matter and a Reverse Osmosis plant for further treatment and removal of fluoride.
Based on the factory's demand, our scope included the design, supply and installation of 5m3/hr RO system and 10m3/hr Ultrafiltration unit and Davis and Shirtliff was commissioned to supply and install the above equipment.
Upon commissioning, the treated water was tested to ensure compliance with KEBS and WHO drinking standards and the client is now happy to have a consistent and reliable source of clean water
- Details

Hydrolab engaged Davis & Shirtliff in the design, supply and installation of an 8m3/hr Ultrafiltration and Reverse Osmosis system to be applied in treating raw water from their borehole for the purposes of commercial packaging and bottling
D&S undertook the project, carried out detailed water analysis and designed a Reverse Osmosis (RO) plant with recovery of 65% i.e. treated water to the feed water ratio
Water to the Dayliff RO equipment is supplied pre-treated using a Ultrafiltration plant to ensure that the feed water does not have a Silt Density Index (SDI) of more than 2.5. The plant was designed to high specifications according to the Diageo Engineering Standards which are heavily based on the European Standards.
Our scope included the supply of the low pressures booster pump, dosing systems (pH, SMBS and Antiscalant dosing), Micron pre-filter (5 micron), DRO8/4 water treatment equipment, 5000 L Clean water buffer tank, Clean water transfer pump, the CIP chemical tank and CIP pump.
The client now uses this plant coupled with an automated bottling machine to treat and pack the renowned brand drinking water known as glacier water
- Details
Dundori Road, Industrial Area
Nairobi
P.O Box P.O Box 41762 - 00100
Kenya
